Наша прадпрыемства аказвае паслугі па лазернай рэзцы:
- вугляроднай сталі ад 1 да 16 мм,
- нержавеючай сталі ад 1 да 7 мм,
- алюмінія ад 1 да 10 мм.

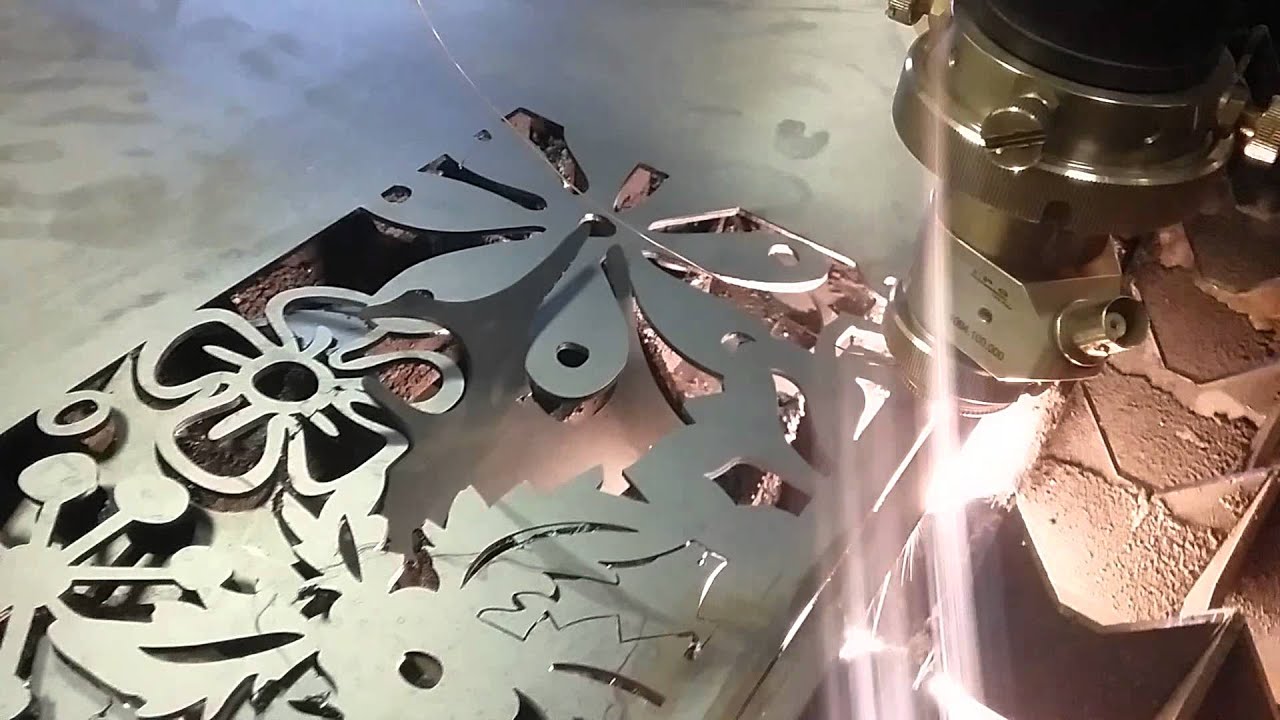
Тэхналогія лазернага рэзання складаецца ў факусаванні лазернага выпраменьвання на паверхні матэрыялу ў пляму дыяметрам у дзясятыя дзелі міліметра. Шчыльнасць выпраменьвання такая, што прамень расплаўляе і выпарае матэрыял. Для таго, каб ператварыць лазерны прамень у машыну лазернага рэзання металу, неабходна размясціць яго ў некалькіх міліметрах ад паверхні матэрыялу і пачаць перамяшчаць прамень у адпаведнасці з зададзенай праграмай.
Перавагі тэхналогіі
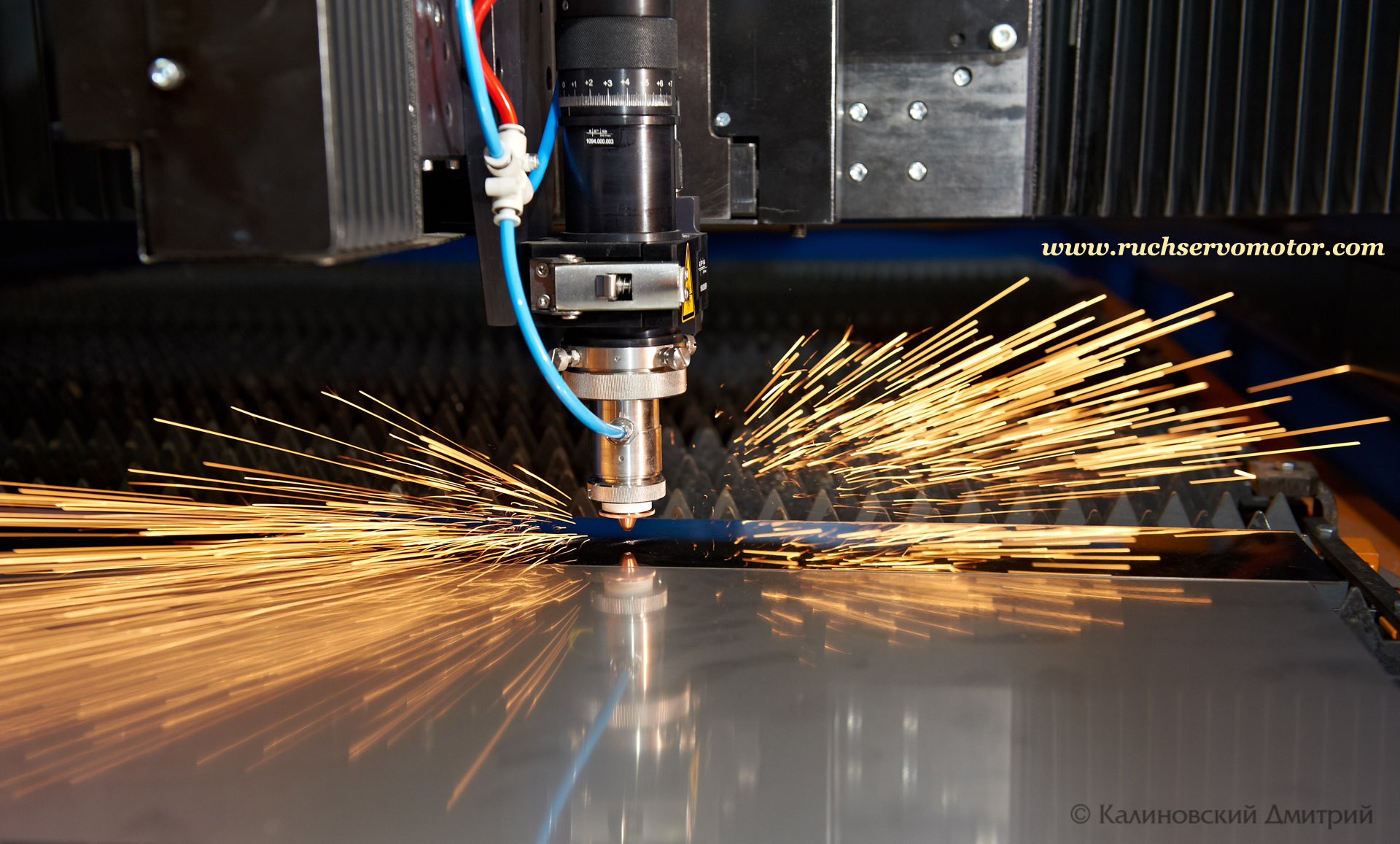
Лазернае рэзанне (раскрый) металаў з’яўляецца на сёння самым тэхналагічным выглядам падзелу ліставага металу.
Лазернае рэзанне металу ( лазерны раскрой металу ) – гэта адсутнасць механічнага ўздзеяння на апрацоўваны матэрыял, а таксама лаккальнасць нагрэву, якая дазваляе вырабіць апрацоўку контретного ўчастку выраба не парушэнні структуры астатняга матэрыялу.
Лазернае рэзанне металу – гэта высокая прадукцыйнасць выраба дэталяў за рахунак высокай шчыльнасці энергіі і ККД лазернага выпраменьвання, дзякуючы чаму дасягаюцца эканамічныя і тэхналагічныя перавагі выкарыстання гэтай тэхналогіі апрацоўкі матэрыялаў.
З дапамогай лазернай рэзкі металу можна ажыццявіць дакладны выраб дэталяў.
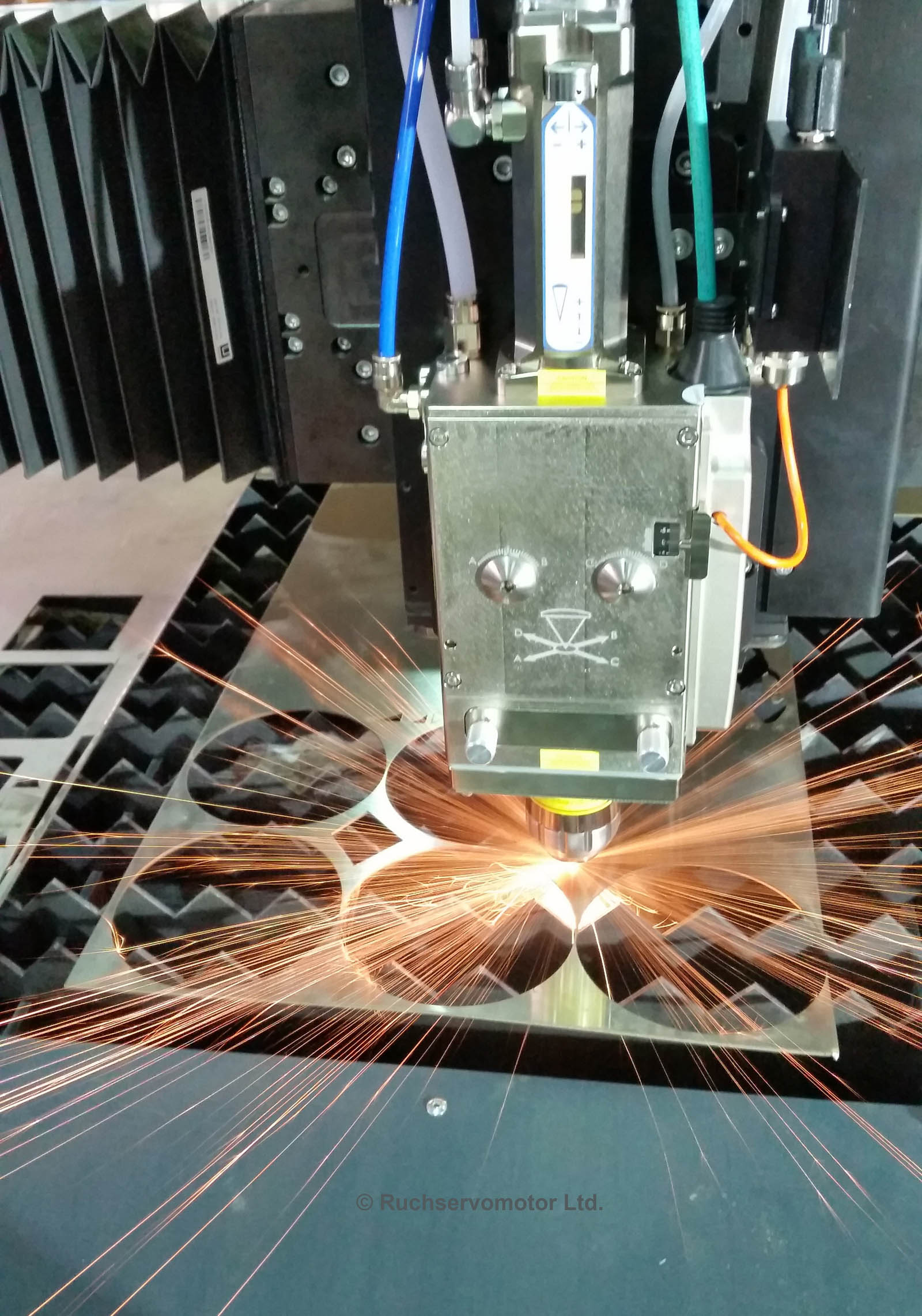
Лазерны тэхналагічны комплекс складаецца з лазера, каардынатнай сістэмы на базе лінейных рухавікоў і кіравальнага кампутара. У складзе комплексу таксама пастаўляецца праграмнае забеспячэнне, якое злучае ўваходныя фарматы каардынатнага стала з пакетамі AutoCAD/ці 3D мадэллю нарыхтоўкі.
Станкі лазернага рэзання таксама выкарыстоўваюцца для гравіроўкі і лазернага ўмацавання (загартаванне) паверхні, лазернай ачысткі, зваркі.
Усталяваная на кампутары тэхнолага праграма фармуеCNC-праграму раскрою на аснове чарцяжоў, прадстаўленых замоўцам.
Версія AutoCad 2000. Чарцёж павінен быць выкананы толькі адрэзкамі, палілініямі і дугамі. Усе контуры неабходна праверыць на замкнёнасць, растуленыя контуры вылучыць чырвоным. Не дапускаецца наяўнасць абласцей, скрыжаванняў і сплайнаў. Разгорткі відаў дэталей для гібкі рысуюцца згодна допуску на радыус гіба. Маштаб чарцяжа 1:1. Не дапушчаецца наяўнасць восевых і памерных ліній.
Заўвага:
Пры несупадзенні чарцяжоў з вышэйпералічанымі правіламі дапрацоўка складае 10-25у.е., у залежнасці ад складанасці раскрою.
Патрабаванні да ліставых матэрыялаў:
1. Памер лістоў не больш за: 3000 х 1500 мм.
2. У нарыхтоўцы павінны быць улічаны тэхналагічныя палі пад заціск па 10 мм са ўсіх бакоў і разлічаны тэхналагічны прыпуск паміж дэталямі ў таўшчыню матэрыялу, але не меней 2-3 мм.
3. Няроўнасць ліставых матэрыялаў не павінна перавышаць 10 мм адхіленні ад плоскасці.
4. Для якаснага рэзання на кіслародзе паверхня металу не павінна мець пласт іржы або акаліны.
Тэхналогія лазернага рэзання складаецца ў факусаванні лазернага выпраменьвання на паверхні матэрыялу ў пляму дыяметрам у дзясятыя дзелі міліметра. Шчыльнасць выпраменьвання такая, што прамень расплаўляе і выпарае матэрыял. Для таго, каб ператварыць лазерны прамень у машыну лазернага рэзання металу, неабходна размясціць яго ў некалькіх міліметрах ад паверхні матэрыялу і пачаць перамяшчаць прамень у адпаведнасці з зададзенай праграмай.
Тэхналогія лазернага рэзання складаецца ў факусаванні лазернага выпраменьвання на паверхні матэрыялу ў пляму дыяметрам у дзясятыя дзелі міліметра. Шчыльнасць выпраменьвання такая, што прамень расплаўляе і выпарае матэрыял. Для таго, каб ператварыць лазерны прамень у машыну лазернага рэзання металу, неабходна размясціць яго ў некалькіх міліметрах ад паверхні матэрыялу і пачаць перамяшчаць прамень у адпаведнасці з зададзенай праграмай.



Наша прадпрыемства аказвае паслугі па лазернай рэзцы: